









Бытовой вариант профильного трубогиба изготавливают по аналогии с заводскими моделями, немного упрощая конструкцию и используя доступные материалы.
Устройство самодельного трубогиба
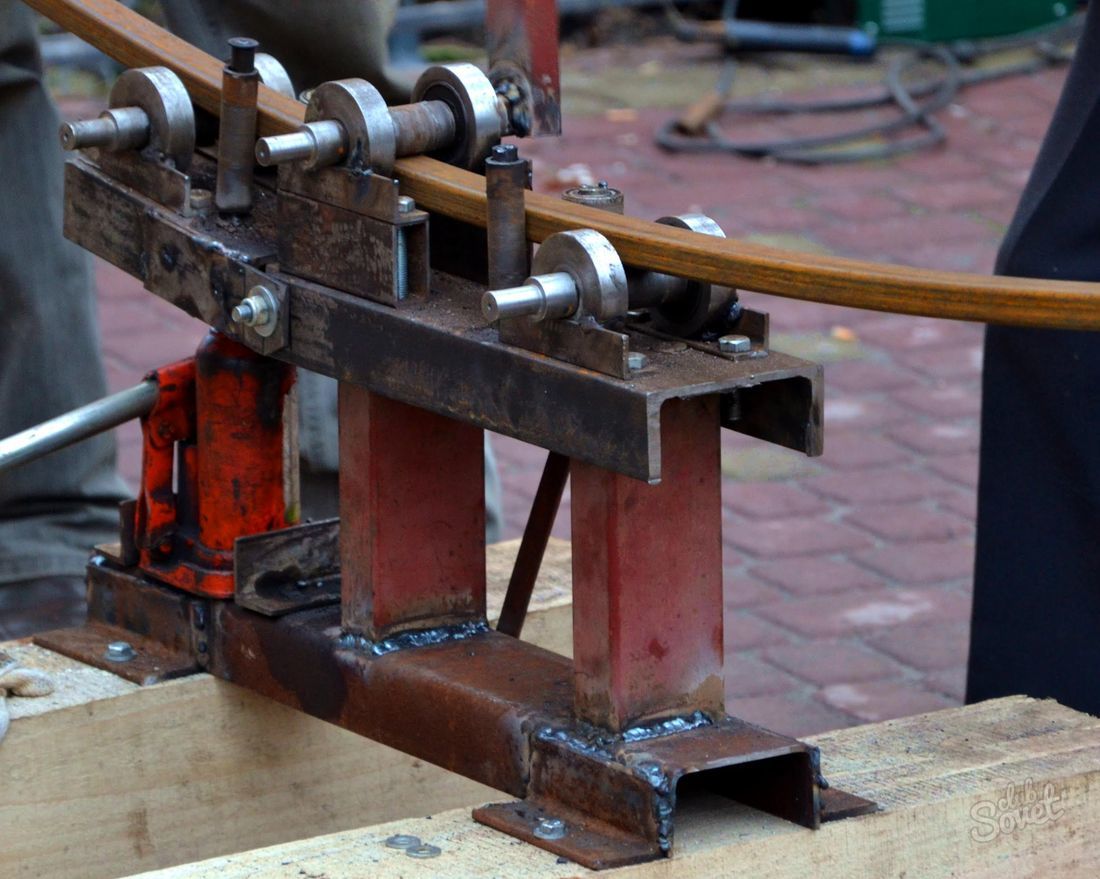
Основой станка для гибки профильных труб служит жесткая рама, внутри которой размещены три ролика: один прижимной посередине и два обводных по бокам. Для создания продавливающего усилия трубогиб оборудован винтовым механизмом, протягивание заготовки осуществляют посредством поворотной ручки, закрепленной на оси центрального ролика. Самодельное приспособление позволяет гнуть профильные трубы шириной до 60 мм c минимальным радиусом сгиба в 90 мм.

Используемые инструменты
Для обработки металлических заготовок понадобится:
- Аппарат сварочный инвенторный;
- Мощная болгарка;
- Дрель или сверлильный станок;
- Напильники различной формы;
- Измерительно-разметочный инструмент;
- Расходный материал – сверла по металлу, шлифовальные и отрезные диски.

Изготовление основания
Для станины трубогиба подбирают стальной П-образный швеллер сечением 80х80 мм, имеющий стенку в 4 мм и толще. Разметку детали и прорезание пазов производят с максимальной точностью, соблюдая соосность противоположных элементов. Большие отверстия высверливают в несколько подходов, начиная сверлом диаметром в 6 мм и постепенно увеличивая калибр насадки.

Изготовление корпуса винтового механизма
Корпус представляет собой две одинаковые части, вырезанные из 6 мм листовой стали и соединенные вверху гайкой-площадкой. Длинные сквозные пазы, служащие направляющими для перемещения ролика, выполняют следующим способом:
- Точно размечают заготовку.
- Сверлят по краям паза отверстия.
- Делают болгаркой прямые пропилы.
- «Доводят» паз напильником.
Площадку с резьбой прикрепляют к стенкам корпуса, используя болты М8 или сварку.

Ролики для трубогиба
Самые сложные элементы в самодельном гибочном станке. Существует три варианта решения проблемы:
- Приобретение готовых изделий, продающихся как сменные детали для заводских трубогибов.
- Заказ у токаря на изготовление узлов по своим чертежам.
- Покупка подходящих подшипников (например, от ступицы автомобиля) и подбор для них валов.
Основной ведущий ролик закрепляют в держателе, соединенным с поворотным шнеком.

Винт и рукоятка
Винтовой домкрат делают из железного круглого проката диаметром 24 мм для резьбовой части и 16 мм для ручки. Длину последней выбирают в пределах 40–50 см – достаточно в большинстве случаев, а при потребности в большем усилии рычаг удлиняют метровой трубкой. Рукоятка поворота ведущего ролика может быть любой конструкции, главное – удобной и прочной.

Как использовать трубогиб
С помощью самодельного станка для гибки профиля можно изготавливать разнообразные каркасы и сложные гнутые элементы.
Порядок работы с трубогибом:
- Приспособление фиксируют на слесарном верстаке.
- Профильную трубу кладут на опорные валы.
- Прижимным винтом опускают центральный ролик до упора в заготовку.
- Сделав ещё 3–4 оборота, вращением рукоятки протягивают изделие по длине изгиба.
- Не вытаскивая профиль, опускают прижим ниже и снова прокатывают заготовку.
- Повторяют действия до получения нужного сгиба.
Требуемого радиуса заготовки добиваются, переставляя боковые опорные ролики в пазах корпуса.
Простой, но вполне надежный трубогиб обходится на порядок дешевле аналогичного механизма фабричного изготовления. На видео показано устройство другого приспособления, позволяющего легко гнуть арматуру, полосу или профиль.


















